
Product detail
Secar 80 Secar 71 High Alumina Cement
Product Parameters

Refractory cement Secar 80 parameter
All calcium aluminate cements possess the general properties of good refractoriness and high early strength when used alone as the principal hydraulic binder. The latter property is often used in combination with other minerals such as calcium sulfate and/or Portland cement to produce high early strengths and/or shrinkage compensation through the formation of ettringite.
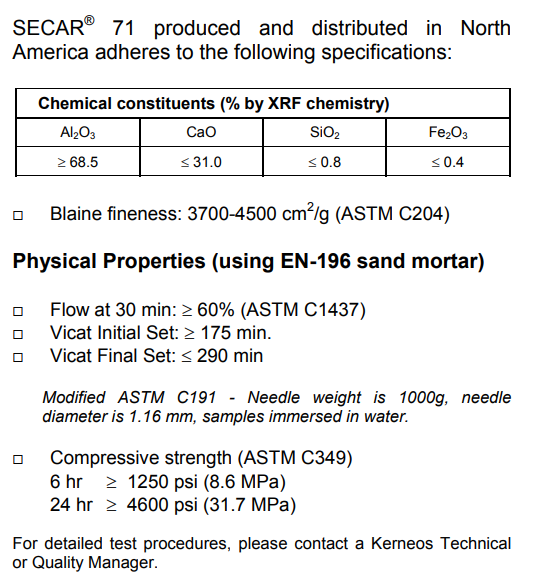
Composed mainly of calcium aluminates, SECAR®71 can be used as the primary binder or in combination with other reactive minerals.
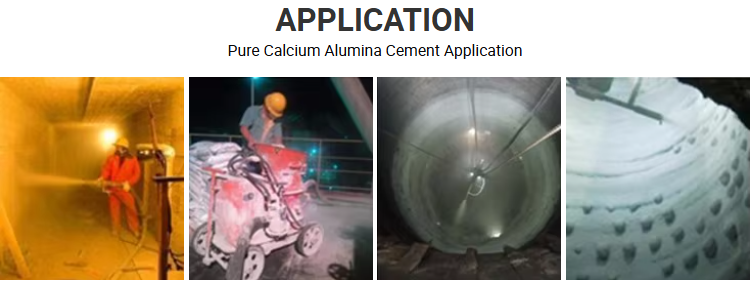
Using SECAR® 71 as a refractory cement normally finds it as the primary binder in mortars and concretes exposed to refractory temperatures.
SECAR®71 is preferred by many for high duty refractory concretes due to a very low iron oxide content of approximately0.1%.
SECAR® 71 is the reference product for high technology deflocculated castable systems such as LCC, ULCC, shotcrete and pumpable refractories. Its controlled mineralogy gives the formulator great flexibility in castable design and also gives good compatibility with micro silica.
For construction product formulators SECAR®71 can be used in combination with other reactive minerals to form the binder in formulations requiring a white base color.
SECAR® 71 additions to Portland cement will accelerate the initial set from hours to minutes depending on the type and mill of manufactured Portland cement.
Calcium aluminate cements do not release Calcium Hydroxide as a hydration product when used as the sole hydraulic compound in a formulation.
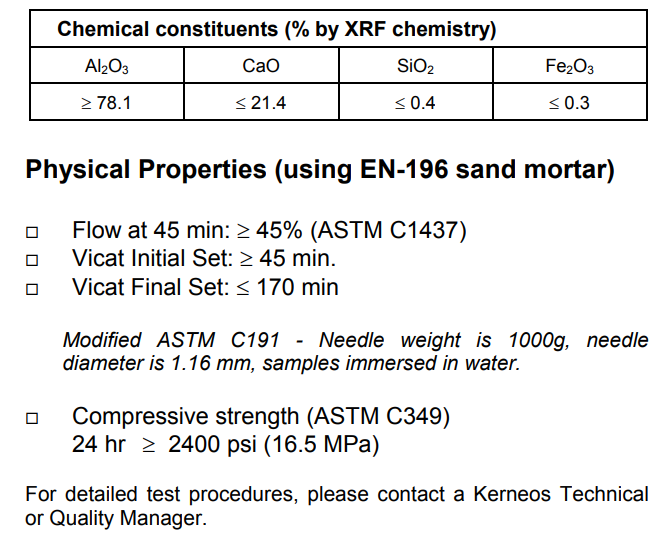
Using SECAR®80 as a refractory cement normally finds it as the primary binder in mortars and concretes exposed to high refractory temperatures. SECAR®80 is preferred by many for high duty refractory concretes due to a very low iron oxide content of approximately 0.1%.
SECAR®80 is a formulated cement blend designed to be the complete binder system for extreme duty castables. The combination of calcium aluminates,alumina and a formulated admixture system creates a robust and consistent binder core for today’s demanding castable systems. Adaptations can be made to the system to formulate high technology deflocculated castable systems such as LCC, ULCC,shotcrete and pumpable refractories. Its controlled mineralogy gives the formulator great flexibility in castable design and also gives good compatibility with micro silica.
Calcium aluminate cements do not release Calcium Hydroxide as a hydration product when used as the sole hydraulic compound in a formulation. This imparts good refractoriness, chemical resistance and eliminates the major cause of efflorescence.
SECAR®80 is a white in color. Colorimetry data is available on request.
SECAR®80 does not contain crystalline silica.




Send inquiry
Please Leave your message you want to know! We will respond to your inquiry within 24 hours!